



95% of all operations can be realised without the need of preheating the material when you work with EISENKRAFT® tools. Only when it comes to forge the bar ends we depend on fire or another heat source. The bar ends must be heated in the fire chamber of the FO3. Only after this heating process, the embossing heads from our EM – Meister Multicombination shall be used for „fishtail finish“. Also, before you twist baskets, we recommend to first anneal the 4 bars already welded at their ends using the FO3. This to make sure that the hardness of the 4 welded bars becomes equal and as a result your baskets will be perfect. Annealing the basket material helps to achieve a regular shape and to make sure that the distance between the square or round bars of your baskets become equal.
Fast ignition & fast reaching of working temperatures
In respect to coal, gas burns clean and is not toxic
Bottled gas can be found everywhere
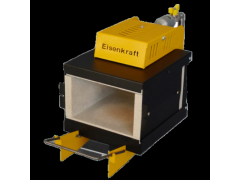
our FO3 is perfectly transportable and can be used on spot
Combustion Chamber size 180 x 200 x 120 mm
Burner model Venturibrenner
Number of Burners 1
Powersource Butan / Propane gas
Burning performance 12,8 kWh/kg
Operating pressure 1,5 - 1,7 bar
Working temperature ~ 1200°
Weight 10,80 kg